進入八十年代以后, 由于電子控制技術、制 造技術的提高, 使得以直捻技術為基礎的機械 結構和工藝得到了發(fā)展和完善。 近年來, 有幾 種型號的簾子線直捻機進入國內(nèi)市場。 如德國 Allma 公司 CC 型直捻機、意
進入八十年代以后, 由于電子控制技術、制 造技術的提高, 使得以直捻技術為基礎的機械 結構和工藝得到了發(fā)展和完善。 近年來, 有幾 種型號的簾子線直捻機進入國內(nèi)市場。 如德國 Allma 公司 CC 型直捻機、意大利 RPR 公司 G48T 型直捻機和德國 Barmag 公司 AC10 型直 捻機等。尤其以 Allma 公司 CC 型直捻機為代 表。相對于傳統(tǒng)的初復捻工藝而言, 該機具有卷裝大、耗電省、占地面積少、 日常維護工作量小、用工省、產(chǎn)品質(zhì)量高等突出 優(yōu)點。
一、直捻機加捻原理
1. 加捻工藝 傳統(tǒng)的簾子線加捻工藝是由兩道工序完成 的。先將單股絲進行加捻(即初捻) , 再將初捻 絲合股加反向捻(即復捻)而成; 直捻工藝是將 兩根沒有加捻的單股原絲以纜捻方式直接捻合 成簾子線。 高精度的內(nèi)外紗張力控制系統(tǒng)和紗 線張力平衡器, 使內(nèi)、外紗張力相等, 加工出高質(zhì)量的簾子線。
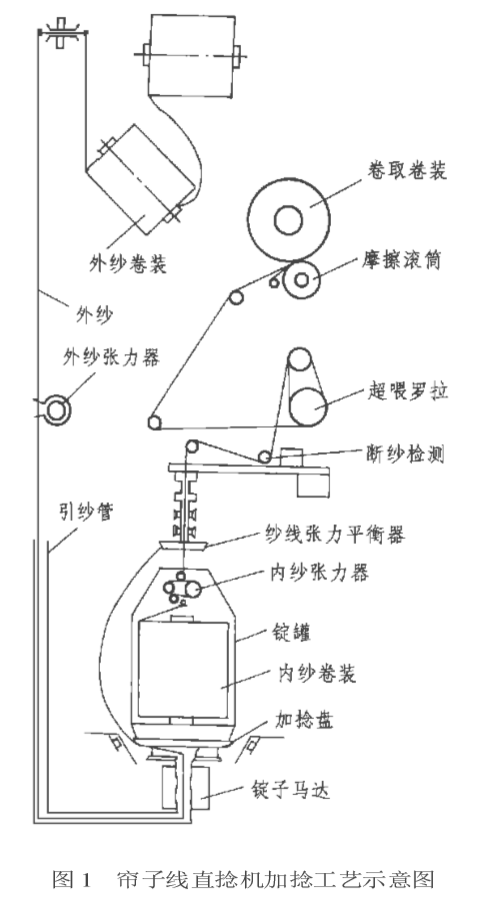
2. 加捻過程(見圖 1) 在兩個喂入卷裝中, 一個置于機器上部的 紗架上, 稱之為外紗, 它經(jīng)過外紗張力器、引紗 管, 由錠子空心錠桿的底部進入, 在加捻盤邊緣 被甩出, 在加捻盤與其上方的紗線張力平衡器 之間形成氣圈, 氣圈圍繞著放在錠罐中的另一 個卷裝旋轉(zhuǎn)。 置于錠罐中的卷裝稱為內(nèi)紗, 內(nèi)紗通過錠 罐頂部的內(nèi)紗張力器沿錠子軸線向上到達紗線 張力平衡器, 與外紗捻合在一起, 合股線經(jīng)斷紗 檢測器、超喂輥和長度補償桿到達卷取裝置, 完 成整個加捻過程。
二、機器的結構特點及性能
1. 傳動系統(tǒng) 該機型采用伺服電機同時控制超喂傳動和 卷繞傳動。伺服電機輸出的動力, 首先通過同 步帶傳遞給左右兩根超喂傳動軸, 然后通過超 喂傳動軸上的變換帶輪和中介變換帶輪將動力 傳遞給卷繞傳動軸, 橫動導紗裝置由步進馬達 驅(qū)動, 通過減速器帶動左右兩邊的同步齒形帶 輪, 由同步齒形帶拖動固連在其上的橫動導紗桿, 完成導紗動作。 錠子傳動采用單錠馬達傳 動方式, 通過變頻器對其進行無級變速。
2. 控制系統(tǒng) 控制系統(tǒng)采用 2 臺可編程控制器, 一臺用 于整個系統(tǒng)的控制, 一臺專用于各個錠子馬達 的轉(zhuǎn)速控制。 通過操作屏可以設定、更改各種 工藝參數(shù), 并對各種運行參數(shù)進行連續(xù)監(jiān)控, 對 故障進行診斷、記錄。其功能有: ①設有數(shù)字式變頻器, 通過變頻調(diào)節(jié)錠子 轉(zhuǎn)速。 ②設有單錠計長的計長器、輪班計數(shù)器和 定長自停控制系統(tǒng)。 ③設有電子防疊裝置, 通過周期性地改變 步進馬達的轉(zhuǎn)速, 即改變卷繞角而達到防疊的 目的。 ④設有斷紗檢測裝置, 當紗線斷裂式張力 波動過大時, 發(fā)出報警信號并自動停止該錠 位。 ⑤設有對各種工藝參數(shù)、運行參數(shù)的監(jiān)控 和診斷系統(tǒng)、便于操作和維修。
3. 錠子結構 錠子結構與倍捻錠子類似, 其下部是一個 可以無級調(diào)速的異步馬達, 馬達轉(zhuǎn)子軸即是錠 子的空心錠桿, 錠桿上部安裝有儲紗盤和加捻 盤。錠罐及靜止盤由錠桿頂端軸承支承, 通過 內(nèi)外磁鋼的吸力作用而保持靜止, 內(nèi)紗張力器 安裝在半封閉式錠罐頂部, 由鋼球、夾絲盤和永 磁式制動器組成, 錠子馬達內(nèi)裝有速度傳感器 和溫度傳感器, 通過可編程控制器對其速度進 行連續(xù)監(jiān)控和過熱、過電流保護。
4. 超喂系統(tǒng) 雙輥式超喂系統(tǒng)采用同步帶傳動, 采用更 換帶輪的方式來改變超喂率的大小。在該系統(tǒng) 中, 設有一系列超喂配比, 用戶可根據(jù)所加工原 料的種類、規(guī)格及工藝要求進行選擇, 變換帶輪 及同步帶置于車頭傳動箱內(nèi), 帶輪和傳動軸采 用脹套緊固, 裝拆十分方便。
5. 卷繞裝置 該裝置由摩擦滾筒和卷取筒子架組成。 摩 擦滾筒外套有兩個橡膠圈, 靠摩擦力帶動筒管 轉(zhuǎn)動。摩擦滾筒內(nèi)設有電磁離合器, 由 24 伏直 流電控制滾筒與錠子同步開停。卷取筒子架采用夾持式四鉸鏈結構, 并設 有扭簧—凸輪平衡機構, 在卷裝由小到大的卷 繞過程中, 平衡卷繞筒子對摩擦滾筒的壓力, 保 證卷繞筒子有良好的成形。 該筒子架具有卷裝 大, 壓持點恒定的突出特點。
6. 張力控制系統(tǒng) 外紗張力由紗架上夾盤式張力器和進入錠 底之前的外紗張力器控制, 外紗張力器有兩種 可供選擇, 一種是電磁式張力器, 它是由車頭電 子程序集中控制, 統(tǒng)一調(diào)節(jié); 一種是永磁式制動 器, 按色標刻度手動調(diào)節(jié)。 內(nèi)紗張力控制采用鋼球、夾持圓盤及永磁 制動輥組成的組合式張力系統(tǒng), 張力調(diào)節(jié)按永 磁制動輥上色標刻度手動調(diào)節(jié)。 兩種張力控制系統(tǒng), 可對內(nèi)、外紗線的張力 進行控制, 兩根絲等長加捻。
7. 紗線張力平衡器 紗線張力平衡器亦稱勻捻器, 可平衡在加 捻部位上的內(nèi)、外紗張力之間的差異, 是紗線平 衡加捻的關鍵部件。
8. 紗架結構特點 紗架位于機器的頂部, 采用四連桿結構, 通 過銷釘卡板定位裝置, 使紗架可以處于高低兩 個位置。用手拉下至低位時, 操作工即可上絲, 由氣彈簧作用恢復至高位, 操作極為方便。 另外, 還有固定式紗架可供選擇, 可借助腳 踏小車或機械手進行上絲
9. 空氣穿線系統(tǒng) 該系統(tǒng)用于外紗的生頭。 它由引紗管、進 氣閥及噴嘴等組成。 按下進氣閥開關, 壓縮空 氣即將外紗引紗管(形成負壓)吸入, 由錠子底 部噴嘴經(jīng)錠桿空心管從儲紗盤出紗口吹出, 生 頭十分方便。
10. 筒子輸送系統(tǒng) 該系統(tǒng)由輸送帶、傳動機構、張緊機構和光 電控制部分組成。 輸送帶位于機器的中部, 傳 動機構及其驅(qū)動器、張緊機構和光電控制部分 位于機器的尾部。 卷繞卷裝滿筒落下后, 推至 輸送帶上, 通過輸送帶自動送至車尾, 用人工式 或機械手卸下卷裝。 輸送帶的運轉(zhuǎn)設有兩種操作方式, 連續(xù)式 和步進式, 方便操作者選擇。
三、直捻法和環(huán)錠捻法的技術經(jīng)濟對比 目前, 國內(nèi)許多簾子布生產(chǎn)廠家一直使用 初、復捻線機加工生產(chǎn)輪胎簾子線, 即所謂環(huán)錠 捻法。只有少數(shù)幾家使用直捻機加工生產(chǎn)輪胎 簾子線, 本文試圖對環(huán)錠捻法和直捻法加以比 較, 以加深我們對直捻技術的認識和理解。 以年產(chǎn)1 萬噸 1870 dtex/ 2 錦綸 6 簾子線為 例, 環(huán)錠捻法使用錠距為 150 mm 的初捻機和錠 距為 200 mm 的復捻機, 直捻機錠距 500 mm, 錠 數(shù)134 錠, 二種方法的配臺數(shù)如表 1(僅供參 考)。 表 1 兩種加捻方法配臺數(shù)對比表
方案 機器類型 錠數(shù)
錠速 ( r/min)
滿筒重量 ( kg)
1 萬噸 所需臺數(shù)
環(huán)錠 捻法
初捻機 200 6500 1. 5 30
復捻機 152 5500 3 25
直捻法 直捻機 134 7000 9 21
兩種方案投資費用對比, 如表 2(僅供參 考)。 表 2 投資費用對比表
項目
初復捻機投資 費用(萬元)
直捻機投資 費用(萬元)
投資差額 (萬元)
節(jié)省百分 比(%) 設備投資 3000 4000 -1000 33. 3 廠房面積 390 280 110 28. 2 年電力消耗 550 450 100 18. 2 年用工費 216 70 146 67. 6 筒管費用 570 20 550 96. 5
年鋼領研磨費用 27 0 27 100 年鋼領油消耗 13. 5 0 13. 5 100 筒子架費用 105 10 95 90. 5
年回絲量 300 60 240 80 合計 5171. 5 4890 281. 5 5. 44
根據(jù)以上分析 1. 初期投資差價 設備投資費用+廠房面積費用+筒管費用 570+筒子架費 =-1000+110+550+95=-245 萬元 2. 年消耗差價 年電力消耗+年用工費+年鋼領研磨費用 +年鋼領油消耗+年回絲量 =100+146+27+13. 5+240=526. 5 萬元 3. 貸款利率按 6. 5 %(年利率)計 投資價差中每年少付利息 526. 5-245=281. 5 萬元 281. 5×6. 5 %=18. 3 萬元 故每年日常支出差額 第一年日常支出差額為 281. 5+18. 3≈300 萬元 自第二年起每年日常支出差額為 526. 5+18. 3≈545 萬元 綜上所述, 用于簾子線生產(chǎn)的直捻工藝和 環(huán)錠捻工藝相比, 以加捻 1 萬噸 1870 dtex/2、 330 T/M 錦綸 6 簾子線為例, 雖然設備要多投 資 33 %, 而廠房面積、筒管、筒子架、電力消耗、 回絲量等各種消耗都有不同程度的節(jié)省。 由于 廠房面積減少、空調(diào)費用也會相應減少, 總投資 可節(jié)省 25 %左右。 四、結束語
通過對簾子線直捻機的結構及工藝特征的 分析, 不難看出, 簾子線直捻機不僅能生產(chǎn)更高 質(zhì)量的簾子線, 而且能夠降低投資成本和生產(chǎn) 管理成本, 可以實現(xiàn)現(xiàn)代化管理。 直捻技術必 將有美好的前景。